
What Are The Components of RMC Plant?
The efficient operation of a ready mixe concrete plant relies on the coordinated efforts of five core systems. Each component is interconnected, and its rational design directly determines the equipment's adaptability, stability, and operating costs—this is also the core competitive advantage that distinguishes our exported products from conventional equipment, as the needs of overseas customers are far more complex than those in the domestic market.
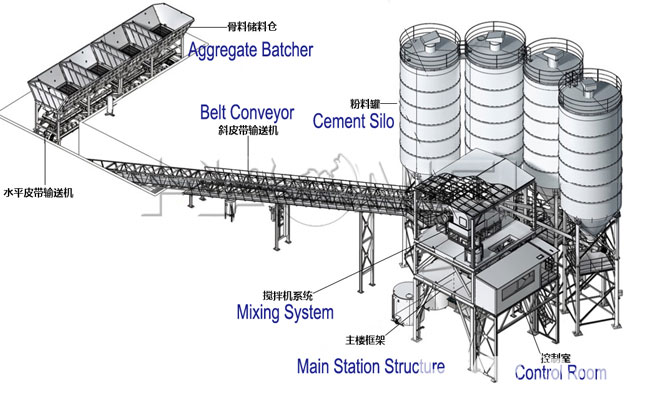
First is the material storage system, serving as the ready mix concrete plant equipment's "raw material warehouse." Its core components include aggregate silos, powder silos, and admixture storage tanks. Based on export experience, we have abandoned traditional fixed designs and adopted a modular, detachable structure to accommodate shipping container sizes, significantly reducing cross-border transportation costs. For different operating conditions such as high temperatures in Southeast Asia and sandy conditions in the Middle East, the aggregate silos are equipped with anti-caking devices, and the powder silos are equipped with high-efficiency dust collectors, meeting local environmental standards. Multiple interface specifications are also provided to adapt to the characteristics of raw materials from different overseas sources.
Second is the material weighing system, which is the "lifeline" of concrete quality. Unlike the unified domestic standards, different countries overseas have significantly different requirements for concrete mix proportioning accuracy. We employ high-precision sensors and intelligent metering modules to control the metering error of aggregates, powders, water, and admixtures within ±1%. We also support multilingual operating interfaces and can customize mix proportioning parameters according to customer needs, adapting to different building standards in Europe, America, Southeast Asia, and other regions, addressing the pain points of overseas operators.
The material conveying system is the "link" connecting all stages, divided into aggregate conveying, powder conveying, and liquid conveying. Considering the characteristics of overseas projects—often remote locations and long after-sales response cycles—we select wear-resistant and corrosion-resistant conveying components. The belt conveyors feature anti-deviation designs, and the screw conveyors have optimized sealing structures to reduce dust leakage and material loss. At the same time, we simplify the structure to facilitate on-site maintenance for customers and reduce overseas operation and maintenance costs. This is also an important optimization direction based on feedback from export projects.
The core mixing system is the "heart" of the ready mix concrete plant equipment. We employ a twin-shaft forced concrete mixer, adaptable to various concrete mix proportions, including dry-hard and plastic types, ensuring high mixing uniformity and outstanding efficiency. We also customize motors to suit different overseas voltage standards (110V-480V), adapting to local power grid environments. Recognizing customers' demands for energy conservation and emission reduction during industry downturns, we have optimized the mixing structure to reduce energy consumption while extending the main unit's lifespan, helping customers improve profitability.
Finally, the control system, the "brain" of the rmc plant equipment, utilizes a PLC intelligent control system supporting both automatic and manual operation modes. It enables full traceability of the production process, facilitating customer control over production quality. Considering differences in overseas network environments, we have added offline operation functionality and provide remote fault diagnosis services, breaking geographical limitations and promptly resolving customers' equipment operation problems.
Having cultivated the export market for many years, we understand that "adaptability" is the core competitiveness of export equipment. These five components form the basic architecture of the ready mix concrete plant and represent Haomei's customized optimization results, based on global project experience, for cross-border transportation, overseas working conditions, and local standards, helping overseas customers achieve efficient, stable, and low-cost operation in complex markets.
First is the material storage system, serving as the ready mix concrete plant equipment's "raw material warehouse." Its core components include aggregate silos, powder silos, and admixture storage tanks. Based on export experience, we have abandoned traditional fixed designs and adopted a modular, detachable structure to accommodate shipping container sizes, significantly reducing cross-border transportation costs. For different operating conditions such as high temperatures in Southeast Asia and sandy conditions in the Middle East, the aggregate silos are equipped with anti-caking devices, and the powder silos are equipped with high-efficiency dust collectors, meeting local environmental standards. Multiple interface specifications are also provided to adapt to the characteristics of raw materials from different overseas sources.
Second is the material weighing system, which is the "lifeline" of concrete quality. Unlike the unified domestic standards, different countries overseas have significantly different requirements for concrete mix proportioning accuracy. We employ high-precision sensors and intelligent metering modules to control the metering error of aggregates, powders, water, and admixtures within ±1%. We also support multilingual operating interfaces and can customize mix proportioning parameters according to customer needs, adapting to different building standards in Europe, America, Southeast Asia, and other regions, addressing the pain points of overseas operators.
The material conveying system is the "link" connecting all stages, divided into aggregate conveying, powder conveying, and liquid conveying. Considering the characteristics of overseas projects—often remote locations and long after-sales response cycles—we select wear-resistant and corrosion-resistant conveying components. The belt conveyors feature anti-deviation designs, and the screw conveyors have optimized sealing structures to reduce dust leakage and material loss. At the same time, we simplify the structure to facilitate on-site maintenance for customers and reduce overseas operation and maintenance costs. This is also an important optimization direction based on feedback from export projects.
The core mixing system is the "heart" of the ready mix concrete plant equipment. We employ a twin-shaft forced concrete mixer, adaptable to various concrete mix proportions, including dry-hard and plastic types, ensuring high mixing uniformity and outstanding efficiency. We also customize motors to suit different overseas voltage standards (110V-480V), adapting to local power grid environments. Recognizing customers' demands for energy conservation and emission reduction during industry downturns, we have optimized the mixing structure to reduce energy consumption while extending the main unit's lifespan, helping customers improve profitability.
Finally, the control system, the "brain" of the rmc plant equipment, utilizes a PLC intelligent control system supporting both automatic and manual operation modes. It enables full traceability of the production process, facilitating customer control over production quality. Considering differences in overseas network environments, we have added offline operation functionality and provide remote fault diagnosis services, breaking geographical limitations and promptly resolving customers' equipment operation problems.
Having cultivated the export market for many years, we understand that "adaptability" is the core competitiveness of export equipment. These five components form the basic architecture of the ready mix concrete plant and represent Haomei's customized optimization results, based on global project experience, for cross-border transportation, overseas working conditions, and local standards, helping overseas customers achieve efficient, stable, and low-cost operation in complex markets.

Inquiry
| (Please write down the product model or any requirement) | |
| E-mail: | |
| Message: | |
Contact Information
E-mail:chris@concretebatchplant24.com
Tel: +86-371-65621392
Fax:+86-371-86616825
Add : No.14 Waihuan Road,New strict,Zhengzhou,China